
Adaptermuffe H31/500 H31/530 H31/560

Adapterhylsterprincip
Princippet om adapterhylster refererer til en metode, hvor der dannes et vist mellemrum mellem arbejdsemnet og muffen ved at sætte arbejdsemnet ind i en muffe af passende størrelse i bearbejdningen, og den ydre overflade af muffen bruges som reference til sikre arbejdsemnets dimensionelle nøjagtighed.
Den grundlæggende idé med adapterbøsningsprincippet er at bruge den ydre overflade af bøsningen som referenceplan for at sikre, at arbejdsemnet ikke forårsager dimensionelle afvigelser på grund af materialedeformation eller bearbejdningsfejl under bearbejdningen. I bearbejdningsprocessen er arbejdsemnet muffe ind i muffen, og den ydre overflade af muffen bevæger sig i forhold til skæreren eller andre bearbejdningsværktøjer, og der dannes et vist mellemrum mellem arbejdsemnet og muffen, således at der i forarbejdningen proces, vil arbejdsemnet automatisk blive trimmet i henhold til formen på ærmet, for at sikre den dimensionelle nøjagtighed af behandlingen af emnet.
Gennem princippet om adapterhylster kan arbejdsemnets dimensionelle nøjagtighed effektivt garanteres, forarbejdningseffektiviteten kan forbedres, og forarbejdningsomkostningerne kan reduceres. I praktiske applikationer skal faktorer som størrelsesvalget af ærmet og den termiske deformation under forarbejdningsprocessen dog tages i betragtning for at sikre effektiviteten af adapterhylsterprincippet. Samtidig kan den indvendige overflade af bøsningen i særlige tilfælde også bruges som reference til at realisere anvendelsen af adapterbøsningsprincippet.
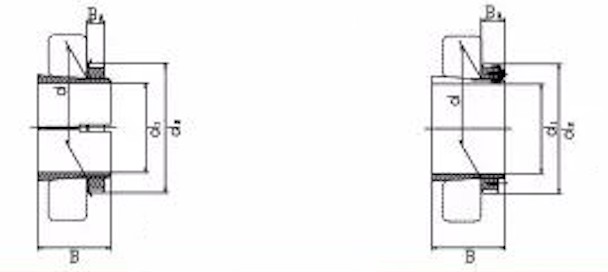
| Betegnelser | Grænsedimensioner | Passende leje(r) | Wt | |||||
| d | d1 | B | d2 | B3 | Sfærisk rulleleje | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




